溶接ラジエーターとその技術の紹介
溶接ラジエーターは、溶接プロセスを主なプロセスとして製造された放熱製品です。
10年以上の開発の後、はんだ付けラジエーターは、初期の主なプロセスとしてのろう付けから、このタイプのラジエーターの主なプロセスとしてはんだ付けを使用するようになりました。 はんだ付けは、伝統的にはんだ付けとも呼ばれます。 このタイプの溶接ラジエーターは、底板の2つの部分とラジエーターのフィンを溶接によって結合します。 はんだ付けプロセスは広く使用されています。 表面がはんだ付けでき、一定の温度に耐えられる限り、はんだ付けできます。 ラジエーターの溶接に最も一般的に使用される材料は、主に銅とアルミニウムです。
コスト、構造、性能、熱伝達、およびコストの包括的な考慮から、銅とアルミニウムが最も広く使用されています。 ラジエーターの底板とフィンを溶接し、銅とアルミニウムの2つの最も一般的に使用される材料を組み合わせて、溶接の組み合わせ方法に従って、次の4つのカテゴリに分類できます。
")
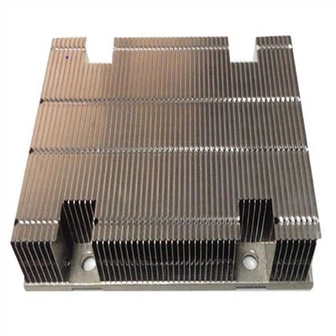
最初のタイプのアルミニウムフィン+アルミニウム底板を溶接すると、すべて-アルミニウム溶接ラジエーターを形成できます。 すべての-アルミニウム溶接ラジエーターにはいくつかの特徴があります。
(1)高い歯密度;
(2)ラジエーターライトの重量。 さらに、ラジエーターの熱放散効果は特定の作業条件下での熱放散面積に比例するため、その熱放散効果も改善されています。 放熱面積が大きいほど、放熱効果が高くなります。 そのため、歯の密度が高くなり、放熱面積が大きくなり、放熱効果が向上します。
2番目のカテゴリでは、銅製のベースプレート+の銅製のフィンが溶接されて、純銅製のラジエーターが形成されます。 銅'の熱伝導率はアルミニウムの2倍以上であるため、伝熱性能が向上します。 アルミニウムでは解決が難しい熱放散の問題では、銅を使用して解決することを選択できます。 ただし、純銅製のラジエーターにはいくつかの欠点があります。 たとえば、銅の硬度は比較的低く、銅の重量は重く、密度はアルミニウムの2倍以上であり、価格はアルミニウムの2倍以上です。
3番目のタイプのアルミニウムフィン+銅ベースプレートは、銅ベースプレートとアルミニウムスプロケットの溶接ラジエーターに溶接できます。 このタイプのラジエーターの特徴は、銅の優れた熱伝達と温度均一性、アルミニウムの軽量性、および相対的なコストを考慮に入れていることです。 利点は、結合強度が低く、優れていることです。
4つ目のタイプは、床の細かい加工の問題を解決できるアルミベース+銅フィンを使用しており、加工品の構造強度は比較的高くなっています。
溶接方法の自由な組み合わせに加えて、フィンには多くの異なる形式の溶接ラジエーターもあります。 一般的に使用されるプロセスは、主に次の3つです。
1つの種類はオルガンピースと呼ばれます。 この種のフィンの加工技術は、金属テープ(銅またはアルミニウム)を使用して、自動的に設定されたデバイスを介して前後に折りたたむことです。 長く折りたたんで、必要に応じてカットできます。 万里の長城のような積み重ねられた構造の一種。 この種のオルガンピースの特徴は、底板に溶接した後、ヒートシンク全体が全体になり、互いに隣接し、軽量で、一定の構造強度を持っていることです。重量要件と頻繁な接触の変更。 (たとえば、多くの場合、プラグインされています)ラジエーター、たとえば、垂直プラグ標準シャーシ。
もう1つはシングル-フォールディングと呼ばれます。 このタイプの製品では、各歯を別々に打ち抜いてから、底面を斜めに折り曲げて& quot; L"を形成します。 形、または折り畳みなし。 さまざまな要件に応じて、完全に密閉することも、半-で密閉することもできます。 この種の工芸品は、マルチ-品種、小ロット、迅速な製造、および初期段階での低コストであるこの種の製品に特に適しています。 3番目のタイプはスナップ-フィッティングと呼ばれます。 この製造方法は、打ち抜き時に1つずつ打ち抜くことです。 打ち抜き後、ファスナーが自動的に追加されます。 パンチングが完了すると、真ん中のようなヒートシンクの組み合わせが形成されます。 ジッパーはそれを引き上げて完全な組み合わせを形成するため、大規模に製造され、溶接効率が非常に高く、コストが比較的低くなります。 ただし、金型を作る必要があるため、試作の初期段階でのコストが比較的高く、サイクルが長くなります。